




鈑金加工中鈑金折彎如何做當鈑金加工材料彎曲的時候,其圓角區上外層受到拉伸,內層受到壓縮,所以在相同厚度的情況下,彎曲的半徑越小材料的拉伸和壓縮就越嚴重,甚至造成裂縫和折斷。由此一來我們明白了,鈑金加工彎曲零件的結構設計的時候,應避免過小的彎曲圓角,其較小折彎半徑是彎曲件的直邊高度,所以彎曲件的直邊高度也不能太小。當鈑金彎邊側邊帶有斜角的彎曲件時,側面的較小高度為折彎件上的孔邊距。另外,彎曲線應避開尺寸突變的位置,目的是為了防止尖角處應力集中產生彎裂。是將彎曲線移動一定距離,以離開尺寸突變處為基本原則,才能保證彎曲效果。






鈑金加工的基本流程、剪料:指材料經過剪板機得到矩形工件的工藝過程。2、下料:指工件經過LASER切割或數控沖床沖裁的工藝過程。3、落料:指在普通沖床或其他設備上使用模具加工得到產品形狀的工藝過程(即產品落下)。4、沖孔:指工件由普通沖床和模具加工孔的工藝過程(即廢料落下)。5、折彎:指工件由折彎機成型的工藝過程。
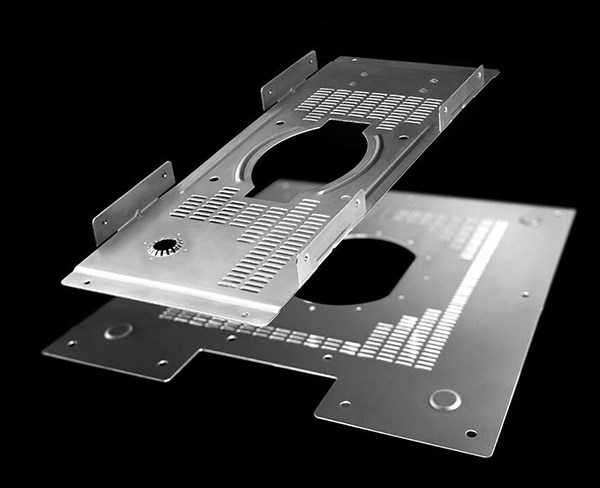
非模具加工:通過數沖 、激光切割、剪板機、折床、鉚釘機等設備對鈑金進行加工的工藝方式,一般用于樣品制作或小批量生產,成本較高。鈑金的成形加工:關鍵就是說對鈑金開展鈑金折彎、拉申,鈑金折彎的加工次序關鍵是從里到外、從小到大、先折狀況再折一般樣子的優先選擇次序加工。模具加工:通過固定的模具,對鈑金進行加工,一般有下料模和成型模,主要用于大批量生產,成本較低。



 在線客服
在線客服 13856998044
13856998044 hubing@yianjidian.com
hubing@yianjidian.com


